上海微行炉业有限公司欢迎您!


一【设备介绍】控制系统
PLC 作为控制系统的核心,检测并控制测量仪表和电气元器件的多种信号。控制系统还配有 HMI 人机交互界面,实时显示检测信号、控制信号、运行数据等过程控制信息,并将必要的数据记录在工控机中。设备运行的工艺参数设定可通过人机交互界面进行选择、编辑和保存。
1. 温度采集及控制:
温度信号的采集由热电偶采集实现,由温控器采集对应温区的热偶信号,将温度测量值与工艺曲线的过程设定值相比较,通过 PID 控制器计算得到输出功率,送至电力调整器,实现对加热变压器的输出功率控制,影响加热器的加热功率,整个温控过程形成一个闭环控制回路。
2.真空测量及控制:由数字式真空计分别采集高真空规和低真空规的测量信号,测量炉内的高真空度、低真空度和前级真空度,并由真空计根据工艺设定值输出信号送到 PLC,实现对真空系统的过程控制。
3. 炉压测量及控制:
在充气冷却的工艺环节中,实现对炉内压力的控制。从工艺设定点开始充入保护气体(氮气),由仪表采集压力传感器的信号,实时显示炉内压力数值,并配有超压自动排气功能。
控制程序及组态软件特点:
Ø 人机交互界面图形化,与设备的结构相匹配,为操作者提供了直观、全面、系统的可视化图形操作和监测方式。人机交互界面实时显示设备的过程控制状态和运行数据,自动记录时间、温
度、真空度等运行数据,并且可以查询历史数据记录。在人机交互界面直接编辑、修改温控工艺曲线,以及其它的运行工艺参数。
工艺曲线具有编制、修改、删除、存取、显示工艺程序或工艺曲线的功能。具有运行、控制、报警、数据实时采集、存储和在任意时间查询、显示、导出功能。系统为不同权限使用者提供了不同层级权限的进入设置。在人机交互界面有完善的报警显示和报警记录功能。人机交互界面与按钮操作互为冗余配置,具有互斥锁定操作功能,防止误操作。在 PLC 程序中,有完善的设备动作互锁保护功能。在 PLC 程序中,实现手动运行和自动运行方式的无缝切换。终身免费升级控制软件,系统的设计符合当前国际标准和规定,系统中无隐蔽设备、模块或者恶意软件,保证工控机和数据信息安全。
4.报警系统:设备对于超温、温度偏差大、缺水报警、真空度不足、氮气压力不足等异常情况进行声光报警,并执行相应的保护措施。其中,针对超温和缺水故障出现时,首先给予一定的预警限时,若在预警限时内未能排除故障,则立即执行保护措施。电气执行装置配有短路保护,所有电机都配备过载保护装置。
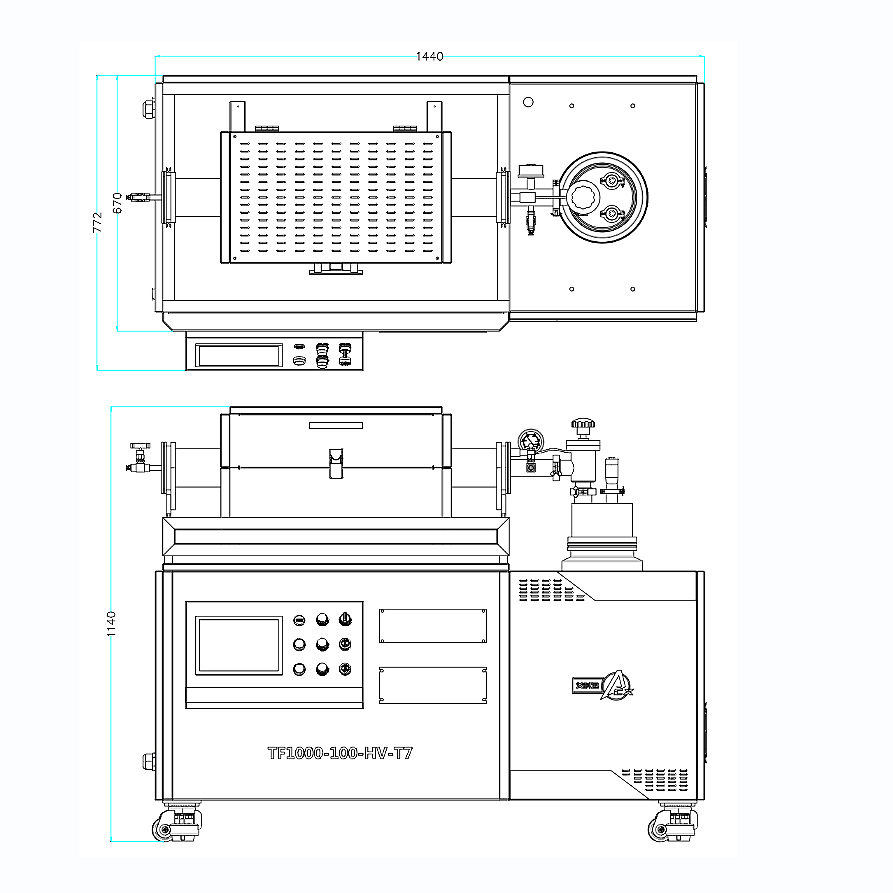
二【设备技术参数】
技术参数 | |
设备型号 | CUT250 |
炉管尺寸 | 外径250/内径238/长600mm |
加热区尺寸 | 400mm |
加热元件 | 红外加热管 |
测温元件 | N型测温传感器(欧米茄) |
控制段数 | 30段 |
控制精度 | ±1℃ |
极限温度 | ≤1000℃ |
工作温度 | ≤900℃ |
升温速率 | ≤1-50°C/min |
冷却方式 | 水冷(法兰、分子泵) |
制冷机 | CW-5200 |
驱动方式(自动) | 电动(炉管/炉体升降、开关门) 气动(真空阀门) |
真空抽速 | 600L/S |
极限真空度 | 6×10-4 pa(空炉、冷态经净化) |
工作真空 | 6*10-3pa |
控制方式 | 自动/手动 PLC控制 |
隔热方式 | 6层金属屏镜面反射+2层料盘 |
人机界面 | 10寸触摸屏 |
加热功率 | 22KW |
整机功率 | AC 380V 24KW |